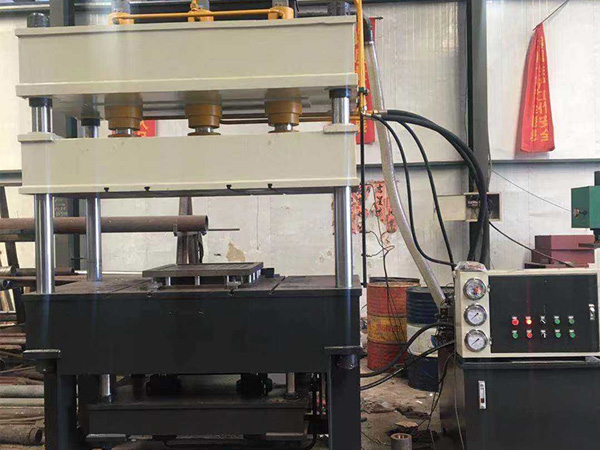
全自动粉末成型液压机
全自动粉末成型液压机又称为粉末油压机、粉...


作者:时间:2018-10-25 04:21872 次浏览
单臂液压机机器的正确操作步骤:
1、启动电机(注意电机转向——顺时针方向),操作者即可以根据生产需要,选择“点动”或“自动”模式。当选择“点动”模式时,进入点动模式,按相应的点动按钮,则可实现该按钮的文字功能,松开按钮,则自动停在松手前的位置状态。
因此点动按钮一般是安装模具调试时用。当选择“自动”模式时,机器进入半自动循环状态,完成一个动作循环则停止。顶料选择,选择“关”则顶料不工作,选择“上顶料”则上顶料工作,选择“下顶料”则下顶料工作。
2、正常生产时,操作者只需按下双按钮即可。